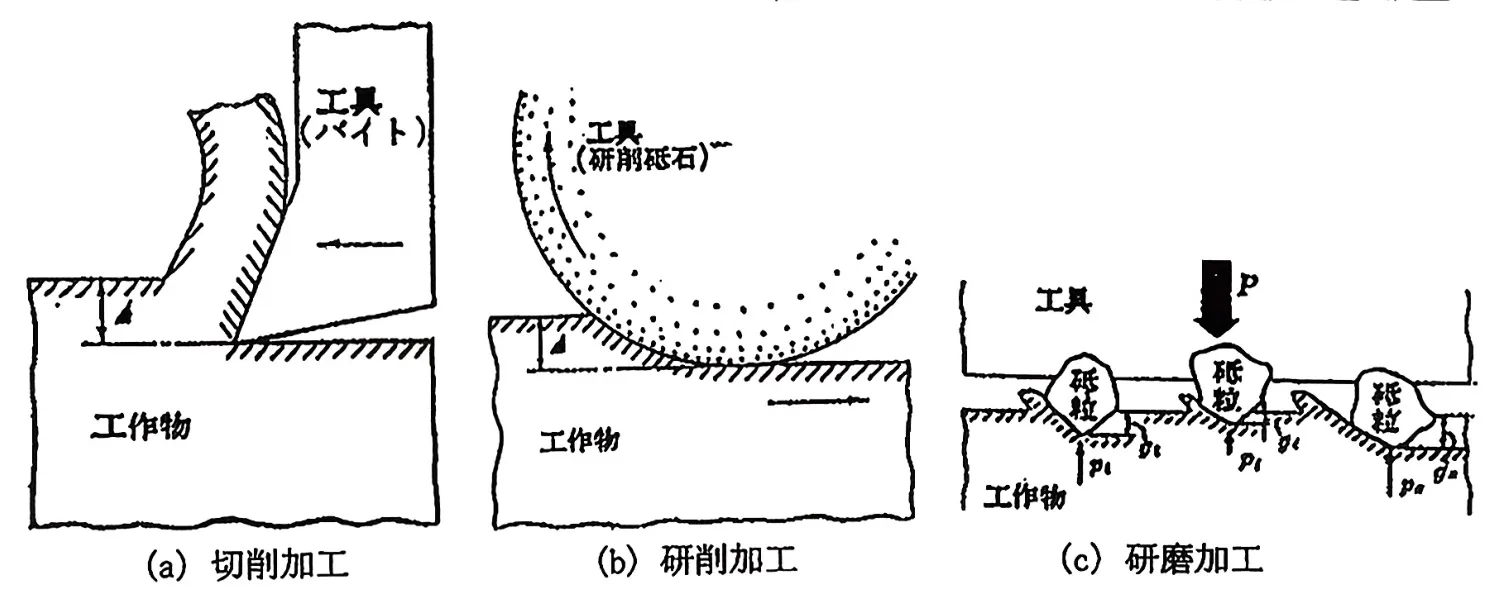
下の表と図は機械加工の3つの加工方法の特徴を示したものである.この表を見ながら,後の問いに答えよ.
| 切削加工 | 研削加工 | 研磨加工 | ||
|---|---|---|---|---|
| 特徴 | 形状創成方法 | 運動転写 | 運動転写 | 圧力転写 |
| 切れ刃/工具 | 固定 | 固定 | 遊離 | |
| 同時作用切れ刃数 | 少刃 | 多刃 | 多刃 | |
| 用途 | 粗加工・成形加工後の形状創成 | 中仕上げ・硬質材料の加工 | 最終仕上げ・ダメージの除去 | |
 |
(1) 下の文章を読んでイ〜ハの空欄に最適な言葉を埋めよ.
上の表において,1番目の特徴の「形状創成方法」とは,工作物の形状をいかにして作りあげるかと言う方法を意味する.[イ]方式は工具に与えられた運動軌跡をそのまま工作物表面に転写する方式を意味し,この方式では大きな切込みを与えられたところで,除去量が多くなる.一方,[ロ]方式は切込み量を圧力で制御する方式で,この方式では圧力の高いところで除去量が多くなる.2番目の特徴の「切れ刃/工具」は,実際の除去を行う[ハ]と工具の関係を意味し,[ハ]が工具に固定した状態になっているか,離れているかという状態を表している.3番目の特徴の「同時作用切れ刃数」は,加工時に同時に作用している[ハ]の数を示している.
機械加工の3つの加工方法の特徴は上の表のように整理されるが,ホーニングや超仕上げなど中間的な特徴を持った加工方法も存在する.これらは[ハ]と工具の関係は固定でありながら,[ロ]の方式を採用している.そのため,[ロ]方式の研削加工とか固定砥粒加工工具を用いた研磨加工と言われている.ただし,こういう加工法では前加工面に倣った加工となる.
(2) 研磨加工では切れ刃と工具が離れているため,運動転写という加工方式を採用することができない.しかし,切削加工では圧力転写という方式を採用することが可能である.それなのに,一般的にはこの加工方式は存在しない.どうして圧力転写方式の切削加工が存在しないのか,その加工法が使用される順序を考えながらその理由を簡潔に説明せよ.
(3) 一般に仕上げ面粗さは切削加工が最も悪く,研磨加工が最も優れていると言われている.この理由を表の特徴にからめながら簡潔に説明せよ.
(4) 逆に転写性(制御性とも言う,切込み量等設定した加工条件がいかに正確に工作物の寸法,形状に現れるか)は,切削加工が最も優れ,研磨加工が最も悪いと言われている.この理由を表の特徴にからめながら簡潔に説明せよ.
解答:
(1)
(2)
(3)
(4)
题目主要涉及机械加工中三种常见加工方式即切削加工、磨削加工和研磨加工的特点比较。第一问根据表格内容即可直接对应得出运动转写、压力转写和切削刃等概念。第二问需要考虑加工顺序,切削加工通常处于加工的第一阶段即粗加工阶段,旨在去除大量材料并确定零件的基本几何形状。如果采用压力转写,由于材料的去除量依赖于局部的接触压力,刀具会随着原始毛坯表面的起伏而运动,产生仿形现象。这就导致该方式无法有效修正毛坯原本的形状误差。第三问中表面粗糙度主要由参与切削的刀刃数量和单刃的切削深度决定。切削加工同时作用的刀刃极少,单次切削深度大,易在工件表面留下明显的刀纹。研磨加工则依靠游离状态的海量微小磨粒,在相对均匀的压力作用下进行微量去除,因而加工表面非常平滑。第四问探讨的转写性即尺寸和形状的控制精度。切削加工的刀具刚性固定在机床上,机械设定的运动轨迹被强制且精确地复制到工件上,因此绝对尺寸和形状精度高。相反研磨加工采用压力控制,游离磨粒的轨迹不可控,且加工过程顺应前道工序留下的轮廓,无法实现宏观尺寸的精确控制。