切削加工においては,切削抵抗 は切削面積 に比例することがわかっており,この比例係数のことを比切削抵抗と呼ぶ.マクロ・マイクロ加工に関する以下の問いに答えよ.
(1)上記の比切削抵抗 はマクロ加工,マイクロ加工といった加工のサイズに依存することが知られており,加工のサイズを表す変数 との関係は, と とをそれぞれグラフの縦軸,横軸にとるとおよそ図1のようになる.このような傾向(I),(II),(III)を示す理由を塑性変形における材料の先在的な欠陥部(転位,マイクロクラックなど)に注目してそれぞれ定性的に述べよ.
(2)被削材としてアルミ合金を用いて実験をしたところ,図1の(II)の部分の傾きは, であった.この部分における と との間の関係を求めよ.ただし, を の関数として表せ.
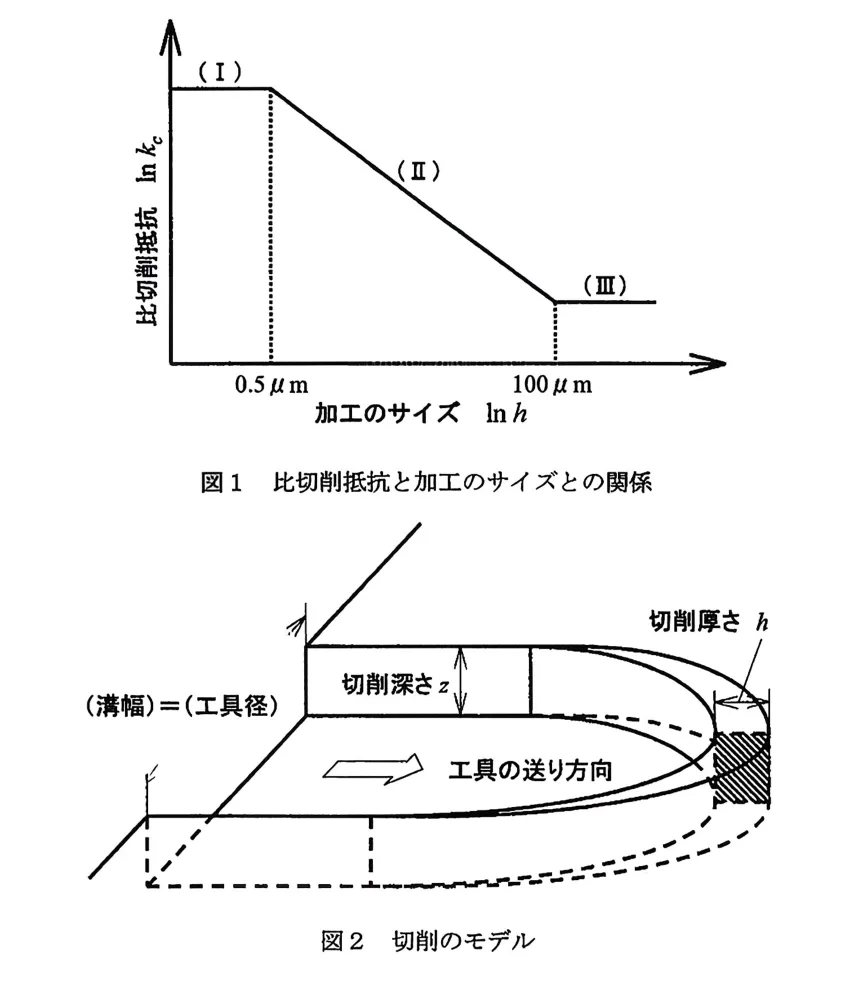
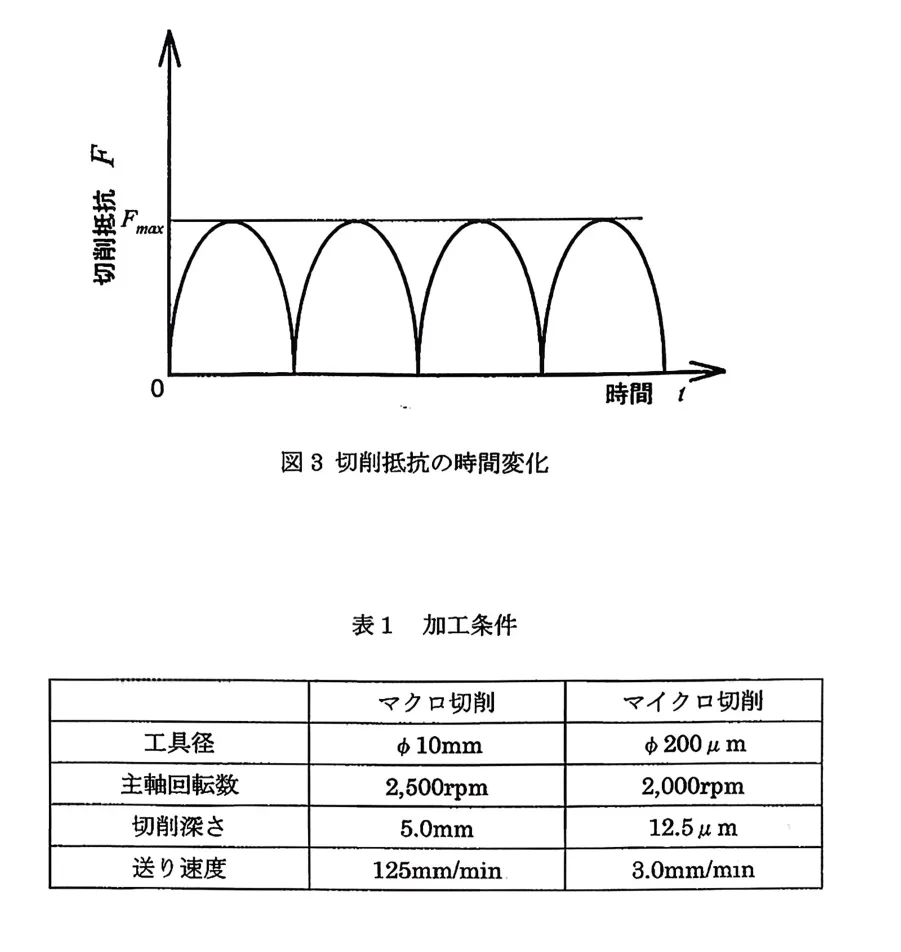
(3)エンドミル加工では,加工のサイズを表す変数 は切削厚さで代表され,この切削厚さ は一刃あたりの送り に比例することが分かっている.また,切削面積 は,(切削深さ )(切削厚さ )である(図2).2枚刃のエンドミルを用いて溝切削をするとき,発生する切削抵抗 はおよそ図3のようになる.このときの最大切削抵抗 を と とを用いて表わせ.ただし,(2)の結果を用いることとする.
(4)2枚刃で直刃のエンドミル(ねじれ角0度のエンドミル)を用いて上記のアルミ合金を加工するとする.表1に加工条件を示すマクロ切削で溝切削したときの最大切削抵抗は 200N であった.同じ材料を表1に加工条件を示すマイクロ切削で溝切削するときの最大切削抵抗を(2),(3)の関係を使って算出せよ.
ただし, を用い,有効数字2桁で解答せよ.
解答:
(1)
(2)
対数グラフの線形関係より,比例定数を とおくと,
(3)
切削抵抗 は次のように表される.
より,最大切削厚さ を ( は定数)とおくと,最大切削抵抗 は,
新たな定数 を用いて,
(4)
一刃あたりの送り は,送り速度 ,主軸回転数 ,刃数 より となる.
マクロ切削の条件(添え字1)より,
マイクロ切削の条件(添え字2)より,
ともに(II)の領域にあるため,(3)の式が適用できる.
各値を代入する.
これらを用いて計算する.
有効数字2桁に丸める.
这道题核心考察了切削加工中著名的“尺寸效应”现象以及利用经验公式推算微细切削时的最大切削力。
第一问涉及材料力学与位错理论。当切削厚度极小处于微观尺度时,材料切削变形区内包含的先在缺陷(如位错、微裂纹等)极少,发生塑性变形需要克服接近材料本身理论强度的应力,因此比切削阻力极大且保持恒定。随着切削厚度增大,变形区内包含的缺陷概率和数量增加,材料更容易发生屈服和塑性变形,比切削阻力随之下降。当切削厚度达到宏观尺度时,材料可视为各向同性的均匀连续体,内部缺陷分布在统计上趋于均匀,尺寸效应饱和,比切削阻力回归为常数。
第二、三问考察了对数坐标系下函数关系的转换。由双对数图中的线性关系可以直接写出比切削阻力与切削厚度之间的幂函数关系。结合切削面积的几何定义,即可得出切削力与切削深度、切削厚度的关系式,进一步将其转化为与每齿进给量相关的表达式。
第四问是具体的工程代数计算。首先需要利用进给速度、主轴转速和刀具刃数计算出宏观和微观两种工况下的每齿进给量,借此验证两者均处于中间存在尺寸效应的区域内。随后,利用前一问推导出的比例表达式消去未知常数。计算过程中需要运用指数运算技巧,巧妙利用题目给出的已知条件将指数进行拆分降解,从而避免复杂的对数计算,最终得出结果并注意保留要求的有效数字。