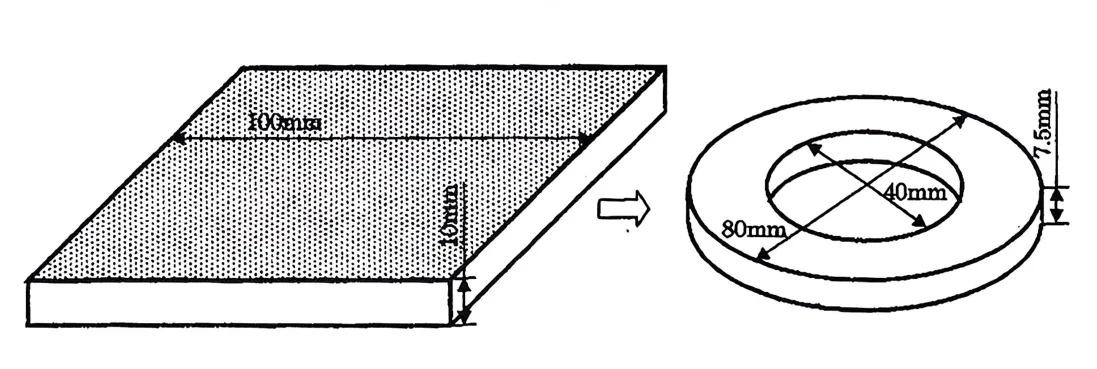
100mm角で厚みが10mmのソーダガラス(すりガラス)の正方形の板がある。この板を用いて外径80mm、内径40mm、厚み7.5mmのディスク状の円板を製作したい。製作した円板は透明で、その円板を通してその円板の下に置いた3mmの目の方眼紙がゆがむことなく見えるようにしたい。また、内外周の材料のかけは目視で問題とならない程度にしたい。どのように加工すれば、正方形の板から円板が加工できるか考えて、下の問いに答えよ。
(1)正方形の板からリング状の円板を製作する具体的な方法をあげ、また、その方法の長所および短所について説明し、この加工に本方法を採用しようと考えた理由を述べよ。
(2)リング状円板のディスク面(上下面)を仕上げる具体的な方法をあげ、また、その方法の長所および短所について説明し、この加工に本方法を採用しようと考えた理由を述べよ。
(3)(1)の加工工程と(2)の加工工程のどちらを先にすべきか理由を付して答えよ。
解答:
(1)
方法:
長所:ガラスなどの脆性材料に対して、目的の円周形状を比較的短時間で効率的にくり抜くことができる。
短所:加工端面において微細なチッピング(かけ)やクラックが発生しやすい。
採用理由:中空の工具を用いることで、不要な部分の切削量を最小限に抑えつつ、外径および内径を同時にまたは連続して形成できるため。
(2)
方法:
長所:遊離砥粒を用いることで、残留応力を抑えつつ極めて高い平面度と低い表面粗さ(透明度)を実現できる。
短所:材料の除去速度が遅く、加工に多大な時間を要する。
採用理由:方眼紙の目がゆがむことなく透けて見えるという光学的要件を満たすには、幾何学的な平面度を極限まで高める遊離砥粒加工が必須であるため。
(3)
順序:
理由:
(1) の輪郭加工時に生じるチッピングや微小クラックを、(2) の厚さ低減10mm 7.5mmの過程で完全に除去できるため。
制造与生产中脆性材料的加工工艺规划需要特别关注加工缺陷的控制与消除。玻璃等硬脆材料在进行切割或机械加工时,其受力边缘极易产生崩边或微裂纹。为了制造出内外周边缘无明显可见缺陷且表面具有高光学质量的玻璃圆环,合理的工序安排至关重要。首先使用金刚石空心钻头等工具将方形玻璃板加工成环状毛坯,由于钻孔过程属于破坏性较大的加工,会在材料的上下表面穿出边缘留下不可避免的崩边。随后进入平面精加工阶段,通过双面研磨将材料厚度从十毫米减薄至七点五毫米,这一大去除量的过程恰好能够将带有崩边和微裂纹的表层材料完全磨去。最后利用抛光工艺使玻璃表面达到极高的平整度和光洁度,从而满足透过玻璃观察下方物体时不产生光学畸变且保持清晰透明的要求。如果将加工顺序颠倒,先进行高精度的研磨抛光再进行切圆开孔,不仅钻孔时的夹持可能会破坏已经抛光好的精密表面,而且钻孔产生的边缘崩边也将永久保留在最终成品上,完全无法满足工艺中对外观和光学性能的严格要求。