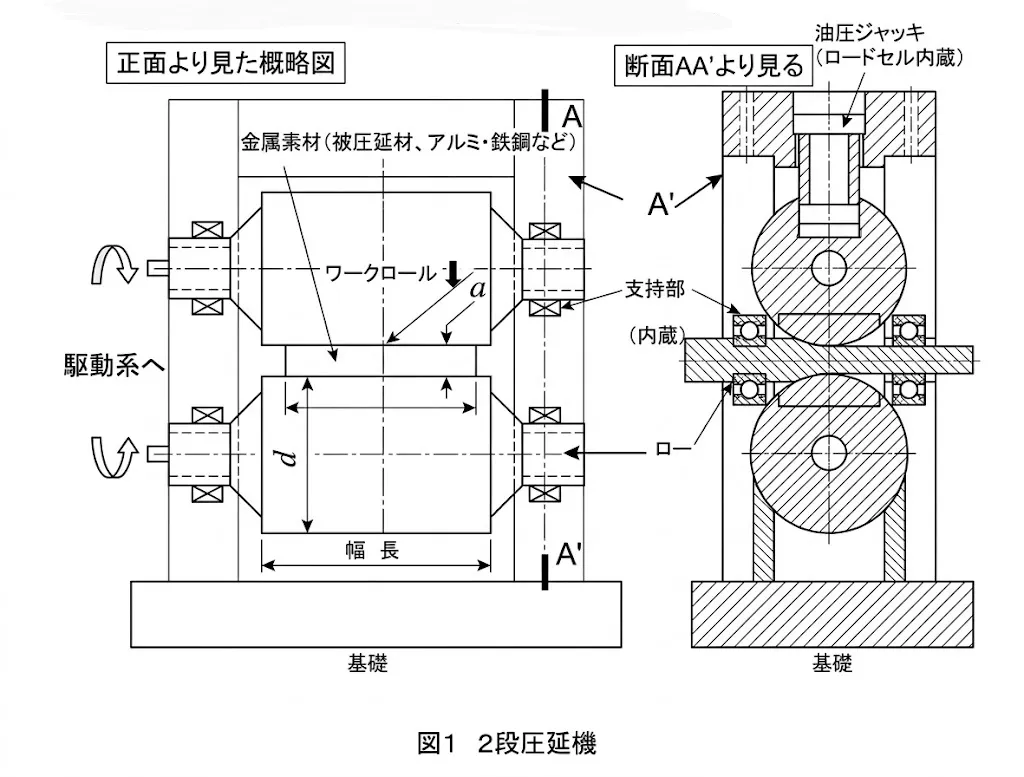
圧延機は,金属素材の生産に広く利用されている.図1は,圧延機の主要部分を模式的に示したものである.2本のワークロールはモータによって駆動されており,この間にアルミ・鉄鋼などの金属素材(被圧延材)を通すことにより圧延加工が行われる.ワークロールは,ベアリングを内蔵した支持部を介してハウジングに連結されている.上下ワークロールの間隙 は,左右ハウジング内に設置された油圧ジャッキによって上のワークロール支持部を上下させることにより調整される.ワークロールの直径は で,以下の精度で幅方向に(図1左で横方向に)一定となるように切削加工されている.
(1) 金属素材を挿入する前に左右ハウジング内の油圧ジャッキに圧力を作用させ,上下ワークロールの間隙 が 5.000mm となるように上ワークロールを下降させた後,厚さ 8.000mm の金属素材を通して加工を行った.加工後の金属素材の幅中心での厚さは,5.000mm より大きいか小さいかを答えよ.金属素材は十分長く,幅 はロール胴長 とほぼ同程度の値とする.
(2) 加工後の金属素材の幅方向に見た厚さ分布を模式的に示せ.
(3) 幅方向厚さ分布が発生する理由を2つ記せ.それぞれ20字程度で箇条書きにすること.
(4) 幅方向厚さ分布を改良するために,ワークロール直径をロールネックを含め 1.2 倍にしたとする.幅方向厚さ分布は最大でどの程度改良される可能性があるのかを,理由とともに記せ.
(5) 圧延加工後の金属素材の幅方向に見た厚さ分布を少なくするためには,圧延機をどの様に改造すべきか.1件提案せよ.必要に応じて図を利用すること.
解答:
(1)
圧延反力によるミルスプリング(ロールのたわみ等)のため.
(2)
(3)
(4)
ロールをはりの曲げとしてモデル化すると、最大たわみ ( は断面二次モーメント)。
丸棒の断面二次モーメント 。
直径 が 倍になると、 は 倍となる。
たわみ量は 。
(5)
本题考察金属塑性加工中轧制设备的基本原理与弹性变形对轧制精度的影响。第一问中金属材料进入轧辊后,巨大的轧制反力会使得轧辊产生弹性弯曲,同时机架等部件也会受力发生弹性变形,这被称为轧机弹跳,导致实际轧出厚度大于设定的空载辊缝。第二问和第三问紧接着解释了这种变形的宏观体现,即由于轧件宽度与辊身长度相近,轧辊中间受力最大且缺乏支撑,导致中心部位挠度最大,轧件横截面呈现中间厚两边薄的凸形分布,原因除了轧辊弯曲外,还包括轧辊本身的弹性压扁等。第四问基于材料力学中梁的弯曲变形理论,轧辊的挠度与其截面惯性矩成反比,而截面惯性矩与直径的四次方成正比,因此直径增大1.2倍可以显著提升刚度,使最大挠度降至原来的48%左右,从而大幅改善厚度分布的均匀性。最后一问是为了克服二辊轧机刚度不足的固有缺陷,工程上最常见且有效的改进方法是增加支撑辊,将轧机改造为四辊甚至多辊轧机,利用支撑辊的巨大刚度来抑制工作辊的弯曲。